
Khám phá nhà máy sản xuất Piaggo Việt Nam.
Nhà máy gia công và lắp ráp động cơ piaggio việt nam được khởi công xây dựng vào năm 2011 & hoàn thành trong năm 2012 với diện tích 16.000 mét vuông. Nhà xưởng được chia thành 5 khu vực chính bao gồm: khu vực tiếp nhận, khu vực kiểm tra vật tư, khu vực kho , xưởng gia công thân ngoài & động cơ, khu vực vật tư & kho thành phẩm.

Chi tiết các khu vực:
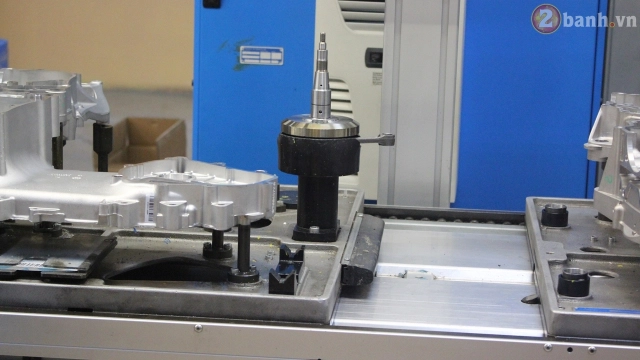
- Tiếp nhận & kiểm tra vật tư đầu vào: Tiếp nhận & kiểm tra trên những máy đo hiện đại, có tốc độ chính xác cao, phải đảm bảo thông số tiêu chuẩn mới được nhập vào kho để phục vụ kế hoạch sản xuất.
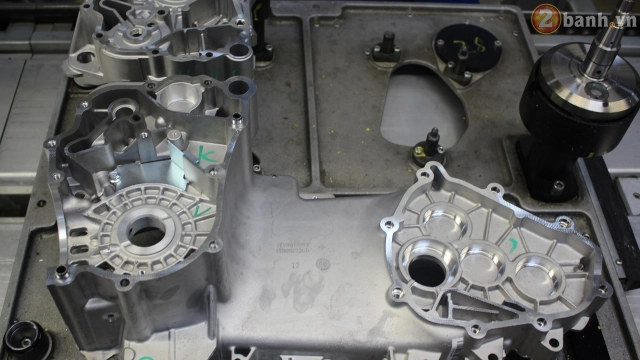
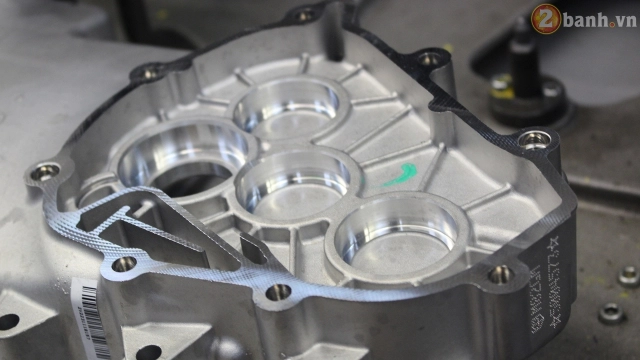
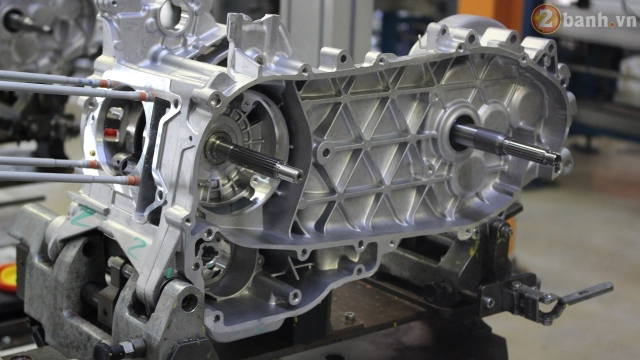
- Xưởng gia công thân vỏ động cơ: Tại đây được trang bị loạt máy gia công hiện đại, có độ chính xác cao, tất cả đều là máy thế hệ mới nhất được tích hợp nhiều công nghệ tiên tiến nhằm quản lí & giám sát quá trình gia công tự động.
- Khu vực kiểm tra mỗi công đoạn: Sau mỗi công đoạn đều được kiểm tra chặt chẽ bằng những thiết bị đo đặc biệt & chuyên dụng, tất cả đều có độ chính xác cao để đảm bảo rằng tất cả các nguyên công thực hiện đúng yêu cầu.
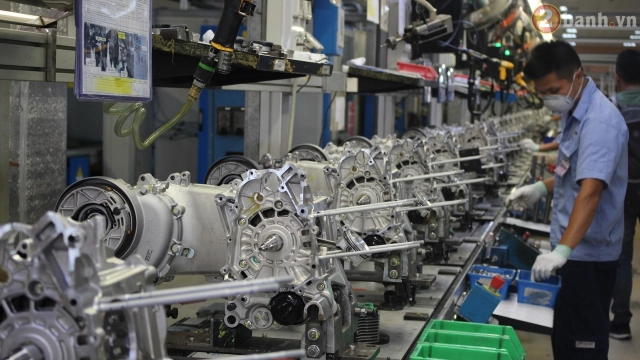
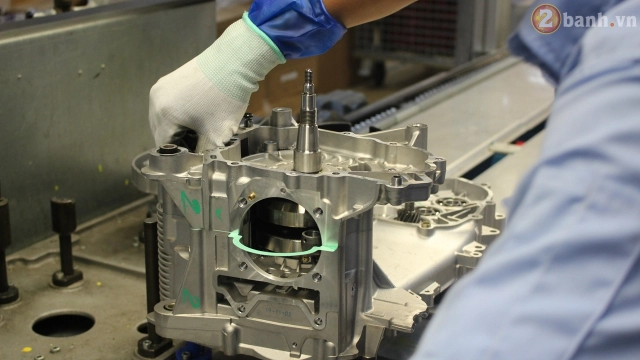
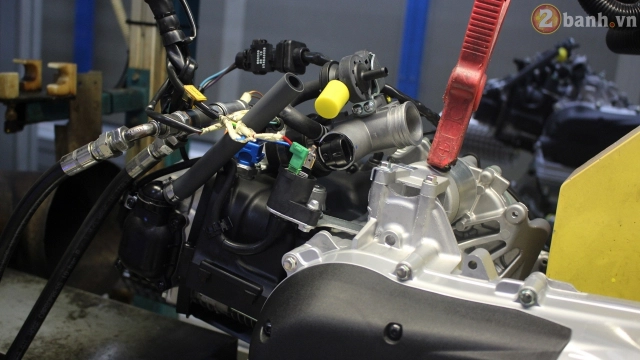
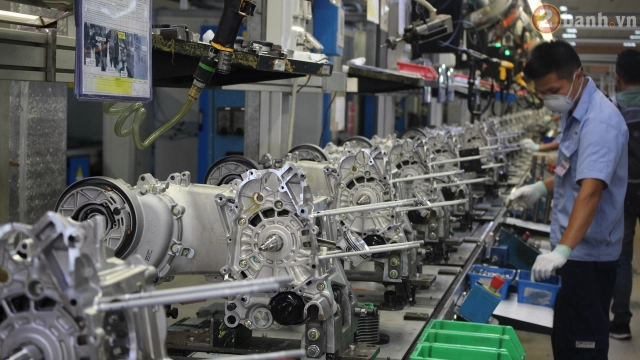
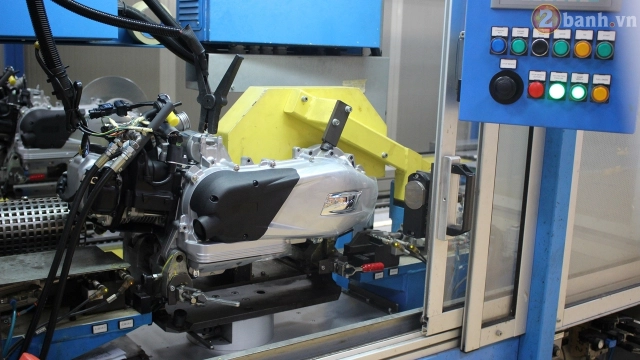
- Xưởng láp ráp động cơ: Tại đây được thiết kế mang 1 dây chuyền láp ráp khép kín, liên tục & tự động hoàn toàn. Tất cả vật tư đều nhập khẩu từ Ý & Châu Âu, cũng vì động cơ là 'trái tim' của hãng Piaggo nên toàn bộ tinh túy mang công nghệ hiện đại nhất tập trung tại xưởng này.
Để đảm bảo chất lượng của từng công đoạn, hệ thống sẽ kiểm soát toàn bộ & điều khiển bởi trung tâm kiểm soát sản xuất. Các khâu đều phải đạt tiêu chuẩn & chất lượng thì mới được chuyển tiếp đến công đoạn tiếp theo, không thì dây chuyền sẽ dừng cho tới khi vấn đề được xử lí triệt để. Việc kiểm soát chất lượng là vô cùng quan trọng, đặc biệt ở khâu kiểm soát lực ép vòng bi, lực siết bu lông cho đến độ kín của các khoang kín bên trong động cơ đều được kiểm soát chặt chẽ qua thiết bị chuyên dụng.

Tổng Quan về Công Nghệ sản xuất & lắp ráp xe Vespa.
1/ Xưởng HànTrên dàn áo toàn bộ bằng kim loại, những đường cong mượt mà hay đường gân dập nổi sắc nét của hốc gió, đèn còi... tất cả các điều đó thể hiện nét đặc trưng & duy nhất trên thiết kế của khung xe Vespa mà còn thể hiện tính đảm bảo hiệu suất, ổn định cao thông qua hiệu quả khí động học cũng như ổn định độ cứng & chắc chắn của những mối hàn trên khung sườn. Xưởng Hàn được bố trí với diện tích rộng 4,600m2 gồm 3 dây chuyển sản xuất các Models là LX, Primavera/Sprint & GTS. Việc kết hợp & sử dụng thép cường độ cao với những đường hàn tinh tế, hiện đại để có chất lượng tuyệt hảo, đạt tiêu chuẩn chất lượng P&C 2557/2558, ASME, AWS... Tất cả gồm 3 dây chuyền độc lập được phân ra rõ ràng bao gồm:
- Dây chuyền LX: Được thiết kế với 22 công đoạn hàn bao gồm sự hỗ trợ của 13 máy hàn điểm tự động, mỗi khung LX được kết hợp bởi 41 chi tiết riêng biệt, tất cả có 353 mối hàn điểm & 414mm đường hàn công nghệ MAG.
- Dây chuyền Primavera/Sprint: Được thiết kế với 21 công đoạn hàn bao gồm sự hỗ trợ của 19 máy hàn điểm tự động, mỗi khung xe Primavera/Sprint được kết hợp bởi 36 chi tiết riêng biệt, tất cả có 294 mối hàn điểm & 1032mm đường hàn công nghệ MAG.
- Dây chuyền GTS: Được thiết kế với 20 công đoạn hàn bao gồm sự hỗ trợ của 17 máy hàn điểm tự động, mỗi khung xe GTS được kết hợp bởi 36 chi tiết riêng biệt, tất cả có 336 mối hàn điểm & 1438mm đường hàn công nghệ MAG.
Công nghệ hàn điểm hoàn toàn mới cùng hệ thống hàn tự động được làm mát bằng nước kết hợp lực ép gia tăng lên mối hàn 500 daN. Tất cả được lập trình cho các chương trình hàn khung xe để đảm bảo rằng các mối hàn đều ngấu, khử ứng suất dư, có tính đồng đều để đem lại độ ổn định & vững cứng cao cũng như cụ thể về độ dày khác nhau. Công nghệ hàn này có khả năng làm việc nhanh, không tạo ra khói bụi để thân thiện hơn với nhân công & môi trường.
Quy trình hàn khung xe được thực hiện qua qui trình kiểm tra chất lượng đầu vào của linh kiện thông qua phòng kiểm tra chất lượng đầu vào với hệ thống máy đo hiện đại cho độ chính xác cao. Quy trình kiểm tra chất lượng bao gồm kiểm soát chất lượng mối hàn, đường kính mối hàn, độ lõm điểm hàn. Việc kiểm soát độ chính xác của khung xe được thực hiện qua máy đo 3 chiều (3D). Các hệ thống kẹp chi tiết trên các đồ gá hàn nhập khẩu từ Ý đảm bảo các chi tiết hàn luôn chắc chắn, ổn định & không biến dạng trong quá trình hàn.
2/ Xưởng Mạ
Khung xe được hoàn thiện & treo lên gá treo chuyên dụng, sau đó đưa đến xưởng mạ bằng hệ thống băng tải tự động. Dây chuyền được thiết kế theo quy trình khép kín & tự động hoàn toàn với công nghệ mạ nhúng điện âm cực (Cathodic Electrodeposition), đây là công nghệ được áp dụng phổ biến trong lĩnh vực sản xuất Oto trên thế giới. Quá trình mạ được đi qua buồng tẩy rữa nhằm loại bỏ vết bẩn bám trên bề mặt, sau đó qua lớp mạ đầu tiên bằng phốt phát hóa là lớp mạ cơ bản nhưng khá quan trọng. Sau khi qua lớp mạ đầu tiên thì khung xe được nhúng trong bể mạ điện âm cực. Toàn bộ khung xe trong & ngoài đều được phủ 1 lớp sơn với chiều dày từ 14 - 18 micron với khả năng chống gỉ, chống ăn mòn hóa học ở mọi thời tiết khắc nhiệt nhất.
Dù là quy trình khép kín tự động như việc kiểm soát chất lượng vẫn được quan tâm chặt chẽ, đặc biệt là các tham số kỹ thuật luôn được giám sát 1 cách chủ động, hiệu chỉnh được tiến hành thường xuyên giúp cho tất cả các khung Vespa luôn có được chất lượng tuyệt nhất. Bên cạnh đó thì công nghệ mạ nhúng điện âm cực (CED) có những tính năng nổi trội & thân thiện với môi trường do hạn chế tối đa chất phát thải.

3/ Xưởng Sơn
Công đoạn sơn của nhà máy Piaggio được chia thành 2 dây chuyền độc lập, bao gồm dây chuyền sơn sắt & các chi tiết nhựa. Đối với dây chuyền sơn sắt thì các khung xe đã bước qua mạ CED rồi tiếp tục được đưa lên dây chuyền sơn hoàn thiện, các công đoạn này phải qua buồng chuẩn bị. Tại đây khung xe sẽ được kiểm tra kỹ lưỡng, tỉ mỷ đến từng chi tiết, tất cả các vết gợn hay những đốm bụi li ti sẽ được sạch sẽ hoàn toàn. Tiếp đến là bước sealing, một vật liệu đặc biệt được phủ lên các đường ghép của thân xe giúp ngăn ngừa sự thấm nước & hiện tượng rỉ sét. Kết thúc quá trình chuẩn bị thì khung xe Vespa bắt đầu quá trình sơn qua các lớp bao gồm:
Công đoạn sơn của nhà máy Piaggio được chia thành 2 dây chuyền độc lập, bao gồm dây chuyền sơn sắt & các chi tiết nhựa. Đối với dây chuyền sơn sắt thì các khung xe đã bước qua mạ CED rồi tiếp tục được đưa lên dây chuyền sơn hoàn thiện, các công đoạn này phải qua buồng chuẩn bị. Tại đây khung xe sẽ được kiểm tra kỹ lưỡng, tỉ mỷ đến từng chi tiết, tất cả các vết gợn hay những đốm bụi li ti sẽ được sạch sẽ hoàn toàn. Tiếp đến là bước sealing, một vật liệu đặc biệt được phủ lên các đường ghép của thân xe giúp ngăn ngừa sự thấm nước & hiện tượng rỉ sét. Kết thúc quá trình chuẩn bị thì khung xe Vespa bắt đầu quá trình sơn qua các lớp bao gồm:
- Lớp Primer: Ở lớp sơn đầu tiên này người ta còn gọi là lớp lót, độ dày từ 10 đến 20 micron & tác dụng liên kết sơn CED trước đó với lớp sơn màu cơ bản.
- Lớp Base: Đây là lớp màu cơ bản của Vespa, lớp này có chiều dày từ 20 đến 30 micron.
- Lớp Clear coat: Lớp cuối cùng này có chiều dày từ 30 đến 40 micron, lớp này bảo vệ lớp sơn cơ bản trước đó có độ bóng tốt, khả năng chống nước & chịu được khắc nghiệt thời tiết cũng như tia UV, đây cũng là lớp sơn quyết định độ bóng, bền lâu theo thời gian.

Có thể bạn quan tâm: