
Yếu tố cơ bản của CFRP không mới. Vật liệu này còn có thâm niên hơn kim loại. CFRP là một dạng hợp chất, làm từ hai vật liệu hoàn toàn khác nhau và được liên kết lại để tạo ra một thứ cứng và bền hơn. Với CFRP, sợi carbon được kết hợp với nhựa epoxy. Đôi khi, vật liệu này được gọi là "chất dẻo-sợi carbon", nhưng sản phẩm cuối cùng trông khác xa so với thứ từ đó nó được tạo ra và khiến người ta nghĩ tới nhựa.
CFRP có tỷ lệ độ bền-độ cứng-trọng lượng không thể vượt trội hơn. Và giá cả cũng không thể đắt hơn. Nó chỉ thường được dùng cho xe đua, nơi tiền bạc không quan trọng. Và khi phóng viên bước vào căn phòng sạch bong qua cánh cửa khóa hơi, họ hiểu rằng tại sao CFRP lại đắt đến thế.
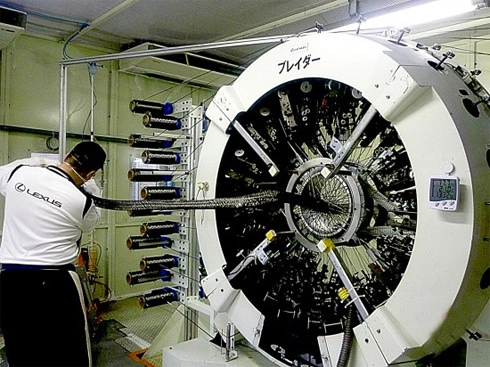 |
| Một trong 2 chiếc máy tết trên toàn thế giới. 12 lớp sợi carbon được tết lên bộ phận sẽ là cột A. Ảnh: Thetruthaboutcars. |
Về cơ bản, có 3 cách khác nhau để chế tạo CFRP: tẩm trước, đúc ép phun nhựa (RTM) và hỗn hợp đúc tấm (SMC). Lexus LFA sử dụng cả 3 phương pháp, tùy thuộc vào đặc tính yêu cầu của các bộ phận.
Những bộ phận chắc nhất của LFA được làm ra trong căn phòng siêu sạch. Ai bước chân vào nơi này cũng phải trùm tóc và đội mũ, mặc áo khoác dài màu trắng, bọc giày và được hút bụi từ đầu tới chân.
Sau cách cửa khóa hơi là trung tâm tẩm trước. Đó là phương pháp làm ra dạng sợi carbon cứng nhất có thể. "Và nó cũng đắt nhất", Masahito Miyoshi giải thích khi đưa khách đi qua một mê cung máy móc. Ông có trách nhiệm về sản phẩm phụ của LFA, một núi giấy tờ. Ông còn có vinh dự là đại sứ của LFA.
Làm việc trong căn phòng này giống như đặc quyền: siêu sạch, nhiệt độ được giữ ở mức 22 độ C, độ ẩm 60%. Một thiên đường thú vị so với mùa hè nóng và ẩm ở Nhật Bản.
Tẩm trước không phải khái niệm dễ hiểu. Những tấm lót bằng sợi carbon được tẩm trước với nhựa bắt đầu biến hình thành những bộ phận có tính quyết định nhất của LFA.
Trước đó, các tấm lót sợi carbon được mua từ một nhà cung cấp và nằm đợi trong một máy làm lạnh khổng lồ tới khi được đưa ra sử dụng. Các tấm lót có 2 lớp lưới carbon, sợi của các lớp lưới được định hướng theo các góc riêng biệt.
Những tấm lót được tẩm trước được đặt lên một bàn cắt có kích thước bằng một căn hộ nhỏ ở Nhật. Một máy vẽ được điều khiển bằng máy tính đầu tiên vẽ các con số của các bộ phận lên đó, rồi rút chiếc bút lại, vung ra một lưỡi cắt quay và trong vòng 20 phút, tấm lót bị cắt rời thành một miếng ghép hình khổng lồ sẽ sớm thực hiện nghĩa vụ trên chiếc LFA có số 424.
Bước vài bước nữa vào căn phòng sạch bách có máy điều hòa nhiệt độ là các công nhân đang sản xuất một bảng đồng hồ. Dưới sự quan sát chăm chú của một quản đốc và với bàn tay mang găng, các công nhân sắp 335 bộ phận rời rạc của miếng ghép hình đã được tẩm trước vào một khuôn đúc. Thỉnh thoảng, họ sử dụng một dạng máy sấy công nghiệp để làm việc, và để tránh bóng khí xuất hiện giữa các lớp.
Giống như một chiếc bánh cưới khổng lồ, 13 lớp của tấm tẩm trước được ráp với nhau thật cẩn thận thành thứ sẽ là bảng điều khiển. Các lớp được liên kết với lõi bằng uretan. Các lõi đã được xâu bằng các lớp nhôm.
Mỗi chiếc trong số 335 bộ phận của bảng điều khiển được đánh dấu từ một bảng chứng từ. Chứng từ đó có chữ ký của quản đốc, sau đó lại được ký bởi một người quản lý chất lượng đội chiếc mũ có sọc vàng giống loài ong bắp cày. Lớp bọc lót của các miếng ghép hình sẽ được lột ra và bỏ đi, và chúng cũng sẽ được ghi lại trong chứng từ, trước khi được quẳng đi.
Mất 8 tiếng để sắp xếp bằng tay bảng đồng hồ. Khi đã xong, nó sẽ được phủ bằng một lớp màng chân không đặc biệt và cho vào lò nung trong 8 tiếng tiếp theo.
Quá trình nung diễn ra trong lò hơi ở phòng bên cạnh. Hình dung nó giống một nồi áp suất có kích thước bằng một garage. Các tấm trong lò hơi được phủ màng bọc, sau đó dùng chân không để ép chúng thành khuôn. Ở áp suất là 2 bar và nhiệt độ duy trì ở mức 150 độ C, các bộ phận được nung cho tới khi hoàn thiện.
Lò hơi có yêu cầu rất cao, và đó là nơi duy nhất mà trong hành trình ra đời của LFA có 2 ca làm việc. Ban ngày, một bảng điều khiển và các bộ phận khác được hóa cứng trong lò áp suất. Vào ban đêm, các bộ phận của sườn xe sẽ được nung. Điều đó hạn chế tốc độ sản xuất của LFA thành một xe mỗi ngày, và khả năng sinh lời của dự án này cũng bị hạn chế.
Cùng khoảng thời gian một bảng điều khiển CFRP được hoàn thiện, một cỗ máy thông thường có thể cho ra đời 1.000 bảng điều khiển bằng nhựa, kém xa về độ cứng, nặng hơn nhiều, nhưng giá thành cũng thấp hơn nhiều so với bộ phận của LFA. Sự hoàn hảo cũng có cái giá của nó.
Cởi áo khoác trắng, khách thăm quan đeo khẩu trang. Lần này là để bảo vệ con người. Hít thở phải sợi carbon cực nhỏ có thể gây nguy hiểm cho sức khỏe, họ được cảnh báo khi đến gần một cỗ máy kỳ lạ. Đồ vật này gợi nhớ tới chiếc khung cửi tròn được tạo ra ở Toyota vào năm 1906, và đã trở thành một phần di sản trong quá trình sáng lập của Toyota sau đó. Khung cửi tròn loại mới này dệt sợi carbon và có thể trở thành một phần quan trọng của tương lai Toyota.
Chiếc khung cửi được gọi là máy tết 3 chiều. Chỉ có 2 chiếc như thế trên cả thế giới. Và khách thăm quan được bảo rằng, địa điểm của chiếc thứ 2 là bí mật.
|
|
| Myoshi và Tamura kiểm tra chiếc "tất" carbon (màu đen) và lõi sáp ong (màu trắng). Ảnh: Thetruthaboutcars. |

Sợi carbon được quấn lại thành 144 cuộn và tết trên một lõi sáp có hình giống chiếc tất nằm trong một bao nhựa ABS khóa chân không. Lớp này đến lớp khác sợi carbon được dệt tới khi chiếc lõi được phủ 12 lớp sợi carbon.
Chiếc "tất" sáp ong hoàn thành sẽ được đưa vào một máy ép giữa 2 cái khuôn, thêm nhựa, nhiệt độ và áp suất. 8 tiếng sau, sáp ong bị nấu chảy, và Tanahashi có thể kiểm tra bộ phận mã số T3-3RH sẽ trở thành cột A, bộ phận cột trụ cho mui xe. Chiếc "tất" 12 lớp không mối nối là hiện thân của độ bền đỉnh cao và độ nhẹ xa xỉ. Đó là một trong số những cột A mỏng nhất và bền nhất trong ngành công nghiệp ôtô.
Phía sau cánh cửa tiếp theo là một cỗ máy kỳ lạ khác. Thông thường, dệt tạo ra sản phẩm 2 chiều. Nhưng cỗ máy này dệt 3 chiều. Nó bện 32 lớp nhựa carbon, lớp này nằm trên lớp khác ở các góc khác nhau, thành một miếng lót dày. Sợi carbon đã được gia cố trước khi khâu lại giống như một miếng đệm. Miếng đệm có thể bị làm yếu đi khi nhựa trong sợi bị chọc thủng bởi kim khâu. Cỗ máy kỳ lạ kia giúp tránh nguy cơ trên bằng cách khâu 3 chiều.
Với sự góp mặt của nhựa, miếng đệm carbon biến thành một bộ phận của LFA. "Nó được sử dụng cho bệ ba-đờ-sốc trước. Đó là một hộp va chạm. Sợi thẳng đứng tạo ra những đặc điểm hấp thụ năng lượng tuyệt vời nếu gặp va chạm".
Hộp va chạm nằm trong số những bộ phận cơ khí quan trọng nhất để hấp thụ năng lượng va chạm và nằm phía trước khung xe. Hộp va chạm làm việc ngay khi va chạm xảy ra. Nó hấp thu và tiêu hao năng lượng va chạm trước khi các bộ phận khác của xe hoặc con người bị tác động.
Một chiếc hộp va chạm thông thường bị ép vỡ giống như lon nước ngọt bị bóp dẹp bằng một bàn tay khổng lồ. Nhưng hộp va chạm được đan 3 chiều của LFA không thế. Nó sẽ vỡ tan. Một bức ảnh trắng đen, chụp bằng camera tốc độ cao trong một thử nghiệm va chạm, cho thấy nó hoạt động ra sao trong một tai nạn.
Hộp va chạm vỡ vụn thành hàng triệu mảnh nhỏ, mỗi phần đó đều cần năng lượng để tách rời. Chiếc hộp có thể chiếm dụng năng lượng một cách ấn tượng từ một va chạm cho đến khi sức mạnh đó khiến chúng rơi xuống đất thành hàng triệu mẩu nhỏ màu đen.
Lúc đó, rất nhiều thử nghiệm va chạm được thực hiện trên máy tính, sau đó, để đảm bảo, chúng được tái hiện ngoài thực tế. Mô hình hóa cách vận hành của các kim loại không mấy phức tạp. Với CFRP, kỹ thuật bị áp đảo bởi vô số hằng số như chất lượng sợi, hướng sợi, mật độ sợi, nhựa được sử dụng, số lớp, góc của các lớp, phương pháp sản xuất và nhiều nữa.
|
|
| Hộp va chạm làm từ những tấm sợi carbon được dệt 3 chiều và không có mối nối. Ảnh: Thetruthaboutcars. |

Trong nghiên cứu của mình, đội ngũ làm LFA trước hết tạo ra những vật mẫu nhỏ của các vật liệu, thử nghiệm chúng, sau đó sử dụng đặc tính của chúng cho thử nghiệm lớn hơn. Những thử nghiệm va chạm đã làm với LFA nhiều hơn một chiếc xe bình thường. Nhưng nhiều hơn bao nhiêu thì con số không được tiết lộ.
Cột chống ra đời từ khung cửi tròn, hộp va chạm, và rất nhiều bộ phận CFRP khác của LFA được làm từ một quá trình khác gọi là đúc chuyển nhựa RTM (Resin Transfer Molding). Với RTM, sợi khô được đặt vào một khuôn đúc, nhựa lỏng được rót vào sợi khô, nhiệt độ 130 độ C và áp suất 3 bar, bộ phận được được hóa cứng. Các bộ phận được hóa cứng sau đó được gia công đến khi hoàn thiện bằng máy cắt thủy lực và mài mòn dưới áp suất cao.
Quá trình thứ 3 có tên gọi SMC (Sheet Molding Compound), nhưng Tanahashi và Tamura có một bài giới thiệu ngắn gọn khi mọi người bước qua LFA Works. Với SMC, các mẩu nhỏ sợi carbon, mỗi mẩu ngắn khoảng 2,5 cm, được trộn lẫn với nhựa để tạo ra một phiên bản kỹ thuật cao của giấy bồi. Hỗn hợp này được áp lên một miếng mỏng và đưa vào khuôn đúc, nơi nó được nung dưới nhiệt độ và áp suất cao. Vật liệu này được sử dụng cho các bộ phận không đòi hỏi độ cứng quá cao, như hông xe, tấm chắn hoặc các bộ phận phía sau của LFA.
Khách thăm quan theo chân Tanahashi xuống một hành lang dài và đến trước một thiết bị gây ngạc nhiên: một robot.
Thường thì phần lớn những việc nặng nhọc trong quá trình sản xuất xe do các robot thực hiện. Với LFA, robot được giao việc như một người pha chế keo. Sử dụng một ống dài, robot cẩn thận ghép một lượng lớn chất nhựa epoxy đã được đong đếm lên rất nhiều bộ phận CFRP để tạo nên khoang hành khách của LFA. Nhựa dán được quệt thành đường thẳng phẳng theo các đường gờ vuông góc.
Để làm ra thân của một chiếc LFA cần 4 ngày. Vào ngày thứ 4 là thứ được gọi là thân xe trước khi sơn (tiếng Anh là body-in-white) trong ngành công nghiệp chế tạo xe hơi. Nhưng trong trường hợp của LFA, nó được gọi là body-in-black bởi sự hiện diện của sợi carbon.
Khi giai đoạn này hoàn thành, một bức ảnh của LFA có số hiệu sẽ được gắn lên một tấm bảng trắng.
(Phần 3: LFA được đặt tên thế nào)
>>Xem ảnh nơi sản xuất Lexus LFA
Minh Thủy